
VN
Dụng cụ phay đường cacbua vonfram: Chúng là gì, chúng hoạt động như thế nào và cách tận dụng tối đa chúng
Tin tức ngành-Công cụ phay đường cacbua vonfram là gì và tại sao chúng quan trọng
Dụng cụ phay đường bằng cacbua vonfram - còn thường được gọi là cuốc phay cacbua, mũi bào đường, răng phay nguội hoặc dao phay mặt đường - là các bộ phận cắt riêng lẻ được gắn trên trống quay của máy phay nguội. Khi máy phay đường đi qua bề mặt mặt đường nhựa hoặc bê tông, chính những công cụ nhỏ nhưng cực kỳ cứng có đầu cacbua này sẽ thực hiện công việc phá, cắt và loại bỏ vật liệu mặt đường. Mỗi dụng cụ là một bộ phận được thiết kế chính xác bao gồm thân thép, giá đỡ hoặc cụm khối bằng thép cứng và đầu cacbua vonfram được hàn đồng hoặc lắp ép vào đầu cắt. Đầu cacbua vonfram là phần cuối của dụng cụ - nó tiếp xúc trực tiếp với mặt đường và phải chịu được các ứng suất tổng hợp do va đập, mài mòn, nén và nhiệt sinh ra trong quá trình phay ở tốc độ quay của trống có thể vượt quá 100 vòng quay mỗi phút.
Lý do cacbua vonfram là vật liệu được lựa chọn cho đầu dụng cụ phay đường là sự kết hợp đặc biệt giữa độ cứng và khả năng chống mài mòn. Với mức độ cứng xấp xỉ 9,5 trên thang Mohs - chỉ đứng sau kim cương - và cường độ nén vượt xa thép tốc độ cao hoặc các vật liệu dụng cụ khác, cacbua vonfram duy trì hình dạng cắt lâu hơn nhiều so với các vật liệu thay thế khi chịu các điều kiện mài mòn khắc nghiệt của quá trình phay mặt đường. Điều này trực tiếp dẫn đến tần suất thay thế dụng cụ thấp hơn, giảm thời gian ngừng hoạt động của máy, chất lượng cắt ổn định hơn trong suốt thời gian làm việc của dụng cụ và cuối cùng là tổng chi phí trên mỗi mét vuông bề mặt được phay thấp hơn. Trong các hoạt động cải tạo đường và bảo trì mặt đường, nơi tiêu thụ dụng cụ là một trong những chi phí vận hành thay đổi đáng kể nhất, chất lượng và thông số kỹ thuật của dụng cụ phay cacbua vonfram có tác động có thể đo lường được đến lợi nhuận của dự án.
Cấu tạo của một dao phay cacbua vonfram
Hiểu cấu trúc của dụng cụ phay đường cacbua giúp giải thích lý do tại sao các thiết kế khác nhau hoạt động khác nhau trong các điều kiện mặt đường khác nhau và tại sao việc kết hợp thông số kỹ thuật của dụng cụ với ứng dụng lại quan trọng để đạt được hiệu suất và tuổi thọ dụng cụ tối ưu.
Mẹo cacbua vonfram
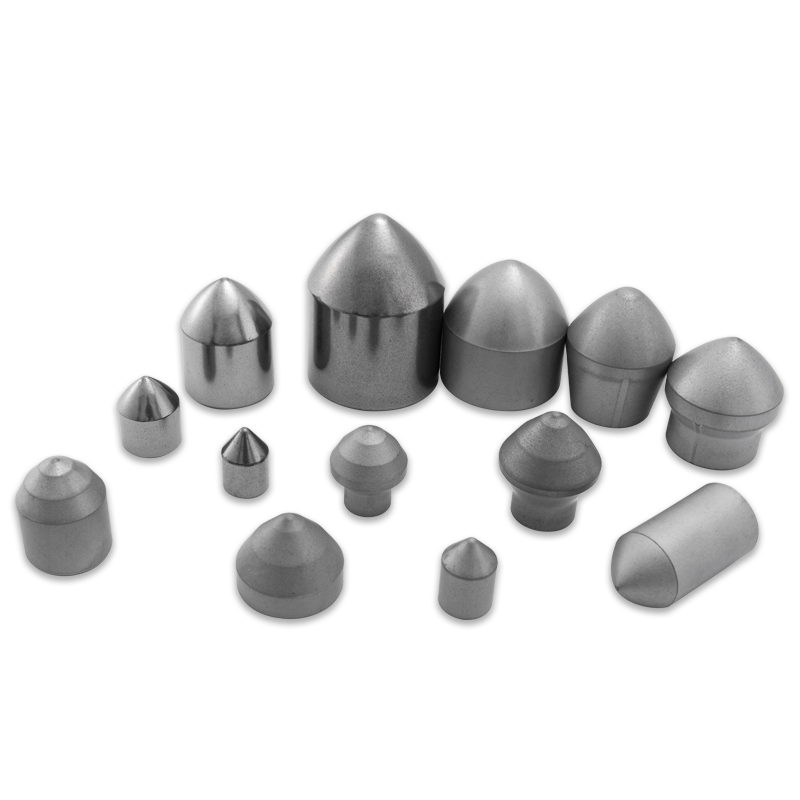
Đầu cacbua là thành phần quan trọng nhất về mặt kỹ thuật của dụng cụ phay đường. Nó được sản xuất từ cacbua vonfram xi măng - một vật liệu tổng hợp được sản xuất bằng cách thiêu kết bột cacbua vonfram với chất kết dính kim loại, phổ biến nhất là coban, ở nhiệt độ và áp suất rất cao. Các đặc tính của đầu cacbua thành phẩm được xác định bởi kích thước hạt của bột cacbua vonfram, hàm lượng chất kết dính coban và điều kiện thiêu kết. Các loại cacbua hạt mịn có hàm lượng coban thấp hơn (6–8%) mang lại độ cứng và khả năng chống mài mòn tối đa, khiến chúng phù hợp cho các ứng dụng có độ mài mòn cao như phay cốt liệu cứng hoặc mặt đường bê tông. Các loại hạt thô hơn có hàm lượng coban cao hơn (10–12%) hy sinh một số độ cứng để cải thiện độ bền và khả năng chống va đập, khiến chúng thích hợp hơn cho các ứng dụng phay liên quan đến tải trọng va đập, chẳng hạn như làm việc trên mặt đường bị nứt nặng hoặc không đều, nơi dụng cụ phải chịu tác động nặng không liên tục. Hình dạng của đầu - góc côn, bán kính đầu và hình dạng tổng thể - ảnh hưởng đến mức độ hiệu quả của nó khi xuyên qua mặt đường và cách lực cắt được phân bổ qua thân dụng cụ trong quá trình phay.
Thân và cán dụng cụ
Thân dụng cụ bằng thép truyền lực cắt từ đầu cacbua đến giá đỡ dụng cụ và cụm trống. Nó thường được sản xuất từ thép hợp kim cacbon trung bình được xử lý nhiệt để mang lại sự kết hợp cân bằng giữa độ cứng bề mặt - để chống mài mòn từ vật liệu mặt đường chảy qua cơ thể trong quá trình cắt - và độ bền của lõi để hấp thụ tải trọng va đập mà không bị gãy. Đường kính chuôi là kích thước tiêu chuẩn phải phù hợp với lỗ khoan của giá đỡ dụng cụ mà nó được lắp vào. Đường kính chuôi phổ biến nhất cho dụng cụ phay đường là 22mm, mặc dù chuôi 25mm và 30mm được sử dụng trên các máy hạng nặng và cấu hình trống cụ thể. Một vòng mặt cứng chống mài mòn thường được áp dụng xung quanh đế của đầu mũi cacbua trên các thiết kế dụng cụ cao cấp để bảo vệ thân thép trong vùng có độ mài mòn cao ngay sau đầu mũi, kéo dài tuổi thọ thân và giảm tần suất phải thay thế toàn bộ dụng cụ ngay cả khi đầu cacbua vẫn còn sử dụng được.
Hệ thống chặn và giữ dụng cụ
Dụng cụ phay đường không được hàn trực tiếp vào trống. Chúng được lắp vào giá đỡ dụng cụ - còn được gọi là giá đỡ khối hoặc khối đế - được hàn vào bề mặt trống theo một mẫu cụ thể. Giá đỡ dụng cụ phục vụ hai chức năng quan trọng: nó cung cấp vị trí góc chính xác của dụng cụ so với bề mặt trống để xác định hình dạng cắt và dòng vật liệu, đồng thời cho phép thay thế dụng cụ nhanh chóng tại hiện trường mà không cần phải hàn hoặc gia công trống. Giao diện giữa dụng cụ với giá đỡ sử dụng hệ thống giữ lò xo - thường là vòng kẹp hoặc kẹp lò xo xung quanh cán dụng cụ - giúp giữ dụng cụ chắc chắn trong quá trình vận hành đồng thời cho phép nó bị hạ gục bằng một cú đấm lệch và được thay thế sau vài giây khi bị mòn. Bản thân thân đầu cặp là một bộ phận bị mòn cũng phải được theo dõi và thay thế định kỳ, vì độ mòn đầu cặp quá mức gây ra sai lệch dụng cụ làm tăng tốc độ hư hỏng đầu cacbua và làm giảm chất lượng phay.
Cách sắp xếp các dụng cụ phay cacbua trên trống và tại sao nó lại quan trọng
Mô hình trong đó công cụ phay đường cacbua vonfram được gắn trên trống - khoảng cách, hướng góc và cấu hình hàng của chúng - cũng quan trọng như bản thân các công cụ trong việc xác định hiệu suất phay. Cấu hình trống được thiết kế để cân bằng một số yêu cầu cạnh tranh: hiệu quả cắt, chất lượng kết cấu bề mặt, dòng nguyên liệu qua vỏ trống, đặc tính rung và phân bổ tải cắt trên từng dụng cụ.
Dụng cụ được sắp xếp theo các hàng xoắn ốc xung quanh chu vi trống, với góc xoắn và khoảng cách giữa các dụng cụ trong mỗi hàng xác định mẫu cắt còn lại trên bề mặt phay. Khoảng cách giữa các dao tốt hơn - nhiều dao hơn trên một đơn vị chiều rộng trống - tạo ra kết cấu bề mặt được xay mịn hơn với các đường gờ nhỏ hơn giữa các lần cắt dao riêng lẻ, điều này rất quan trọng khi bề mặt được xay sẽ được sử dụng làm bề mặt chạy tạm thời trước khi lát lại hoặc khi độ đều đặn của bề mặt là rất quan trọng đối với độ bám dính của lớp lát tiếp theo. Khoảng cách dao rộng hơn tạo ra kết cấu thô hơn giúp loại bỏ vật liệu mạnh mẽ hơn trên mỗi dao và giảm công suất cần thiết trên mỗi đơn vị diện tích, điều này có thể thuận lợi trong các nguyên công phay sâu khi năng suất được ưu tiên hơn chất lượng hoàn thiện bề mặt.
Hướng góc của mỗi giá đỡ dụng cụ trên trống - cả góc hướng tâm (khoảng cách dụng cụ nghiêng về phía trước theo hướng quay) và góc bên (độ nghiêng ngang của trục dụng cụ so với trục trống) - điều khiển cách đầu cacbua tiếp xúc với mặt đường, cách phân bổ lực cắt và cách vật liệu đã nghiền được dẫn vào hệ thống băng tải. Độ chính xác trong kỹ thuật cấu hình trống là một trong những điểm khác biệt chính giữa máy phay hiệu suất cao của các nhà sản xuất hàng đầu và các máy thay thế chất lượng thấp hơn có thể đạt được tốc độ loại bỏ vật liệu chấp nhận được nhưng tạo ra kết cấu bề mặt kém hơn, tốc độ mài mòn dụng cụ cao hơn và độ rung máy lớn hơn.
Các loại dụng cụ phay đường cacbua vonfram và các ứng dụng cụ thể của chúng
Thị trường công cụ phay đường cung cấp một số loại công cụ riêng biệt được tối ưu hóa cho các vật liệu mặt đường, độ sâu phay, kích thước máy và ưu tiên hiệu suất khác nhau. Chọn loại công cụ chính xác cho ứng dụng cụ thể là một trong những quyết định có ảnh hưởng nhất trong việc quản lý chi phí và năng suất của công cụ phay.
| Loại công cụ | Hình học đầu cacbua | Ứng dụng tốt nhất | Lợi thế chính |
| Gắp hình nón tiêu chuẩn | Nón nhọn, bán kính đầu trung bình | Phay nhựa đường nói chung, loại bỏ lớp bề mặt | Đa năng, tiết kiệm chi phí, có sẵn rộng rãi |
| Mẹo đạn đạo | Cấu hình đạn đạo tròn, bán kính đầu lớn hơn | Nhựa đường tổng hợp cứng, vật liệu mặt đường bị mài mòn | Khả năng chống mài mòn vượt trội trong điều kiện mài mòn cao |
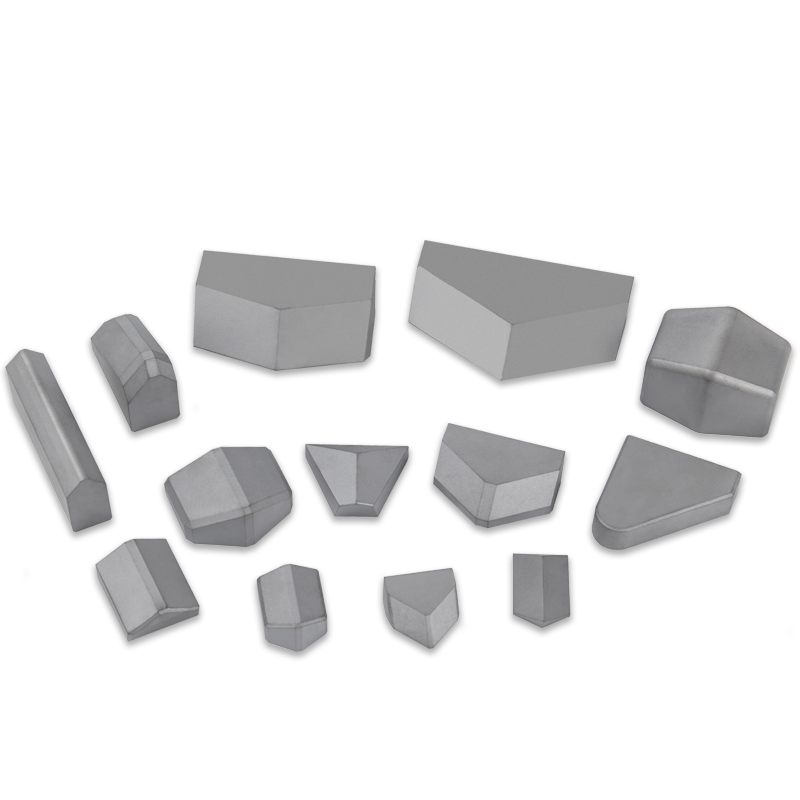
| Chọn mặt phẳng hoặc đục | Mặt phẳng hoặc hơi cong | Phay mịn, định hình bề mặt, cắt dải rumble | Tạo kết cấu bề mặt mịn hơn, kiểm soát độ sâu chính xác |
| Máy phay bê tông | Đầu cực dày, thân được gia cố | Phá dỡ mặt đường bê tông xi măng Portland | Độ bền va đập cao đối với hành vi gãy giòn của bê tông |
| Hạng phổ thông/tiêu chuẩn | Hình học tiêu chuẩn, cấp độ cacbua thấp hơn | Nhựa đường ít mài mòn, thời gian thực hiện dự án ngắn | Chi phí trả trước thấp hơn khi tuổi thọ dụng cụ không phải là động lực chính |
| Hạng cao cấp / tuổi thọ kéo dài | Hình học tối ưu, cacbua cao cấp, thân máy được gia cố | Mặt đường phay, mài mòn hoặc biến đổi năng suất cao | Tuổi thọ dụng cụ tối đa, chi phí trên mỗi mét vuông thấp nhất trên toàn bộ dự án |
Các yếu tố quyết định thời gian tồn tại của bit phay cacbua trên hiện trường
Tuổi thọ dụng cụ là thước đo quyết định trực tiếp nhất đến tính kinh tế vận hành của một dự án phay đường. Số mét vuông mặt đường có thể được phay trên mỗi bộ công cụ rất khác nhau — từ vài nghìn mét vuông trong điều kiện đòi hỏi khắt khe nhất đến hàng chục nghìn mét vuông trong điều kiện thuận lợi — và việc hiểu rõ các biến dẫn đến sự thay đổi này sẽ giúp người vận hành và người quản lý dự án đưa ra quyết định tốt hơn về lựa chọn công cụ, cài đặt máy và thực hành vận hành.

Độ cứng vật liệu mặt đường và loại cốt liệu
Yếu tố ảnh hưởng lớn nhất đến tuổi thọ của dụng cụ phay cacbua là độ cứng và độ mài mòn của vật liệu mặt đường được cắt. Mặt đường nhựa có chứa cốt liệu lửa cứng như thạch anh, đá granit hoặc bazan có độ mài mòn cao hơn đáng kể so với mặt đường sử dụng cốt liệu đá vôi hoặc đá sa thạch mềm hơn và tốc độ mài mòn dụng cụ có thể cao hơn từ hai đến bốn lần trong cùng điều kiện nghiền. Bê tông cốt thép là vật liệu đòi hỏi khắt khe nhất - sự kết hợp giữa cốt liệu cứng, xi măng và cốt thép tạo ra tải trọng mài mòn và va đập cực lớn làm hạn chế tuổi thọ của dụng cụ ở mức một phần nhỏ so với những gì có thể đạt được trong nhựa đường. Hiểu được địa chất tổng hợp của mặt đường được phay trước khi bắt đầu công việc là đầu vào quan trọng để dự báo mức tiêu thụ công cụ thực tế.
Độ sâu phay và thông số vận hành máy
Các vết cắt phay sâu hơn làm tăng tải trên mỗi dụng cụ, nhiệt sinh ra ở bề mặt cắt và khối lượng vật liệu mà mỗi dụng cụ phải xử lý trên một đơn vị thời gian, tất cả đều làm tăng tốc độ mài mòn. Vận hành máy phay ở tốc độ tiến cao hơn mức phù hợp với độ sâu phay và độ cứng của mặt đường sẽ làm tăng tải phoi trên mỗi dụng cụ và có thể gây ra gãy đầu cacbua thay vì mài mòn dần dần - một dạng hư hỏng có tính hủy diệt cao hơn nhiều. Tốc độ quay của trống cũng có vấn đề: chạy trống nhanh hơn mức cần thiết đối với vật liệu sẽ làm tăng tần suất va đập mà không cải thiện năng suất và tăng nhiệt độ đầu, làm giảm độ cứng cacbua và tăng tốc độ mài mòn. Tối ưu hóa sự kết hợp giữa tốc độ tiến, độ sâu phay và tốc độ quay trống cho vật liệu mặt đường cụ thể là một trong những đòn bẩy hiệu quả nhất để kéo dài tuổi thọ dụng cụ mà không ảnh hưởng đến tốc độ sản xuất.
Hiệu suất hệ thống phun nước
Máy phay đường được trang bị hệ thống phun nước dẫn nước vào trống và dụng cụ trong quá trình vận hành. Hệ thống này phục vụ hai chức năng quan trọng: làm mát các đầu cacbua để tránh mất độ cứng và nứt do nhiệt liên quan đến nhiệt, đồng thời ngăn chặn đám mây bụi tạo ra trong quá trình phay. Một hệ thống phun nước hoạt động tốt với tốc độ dòng chảy phù hợp và định vị vòi phun chính xác nhắm mục tiêu vào từng hàng dụng cụ có thể kéo dài tuổi thọ của dụng cụ cacbua lên 20–40% so với vận hành không có nước hoặc với hệ thống phun được bảo trì kém. Vòi phun bị chặn hoặc lệch là nguyên nhân phổ biến và dễ bị bỏ qua khiến dụng cụ bị mòn sớm và việc kiểm tra hệ thống phun khi bắt đầu mỗi ca phải là một phần tiêu chuẩn trong quá trình thiết lập máy.
Giám sát xoay và mài mòn công cụ
Các gắp phay cacbua vonfram được thiết kế để xoay tự do bên trong đầu cặp của chúng trong quá trình vận hành, phân bổ độ mài mòn đều xung quanh chu vi của đầu cacbua. Một dụng cụ không thể quay - vì lỗ đầu giữ của nó bị mòn, bị nhiễm mảnh vụn hoặc cán dụng cụ bị ăn mòn - mòn không đối xứng, phát triển một điểm phẳng ở một bên của đầu làm giảm đáng kể hiệu quả cắt và tuổi thọ của dụng cụ. Kiểm tra thường xuyên vòng quay của dụng cụ trong quá trình vận hành, bôi trơn chuôi dụng cụ trong khi thay thế và thay thế đầu cặp bị mòn trước khi chúng gây ra hạn chế xoay dụng cụ là những biện pháp cần thiết để tối đa hóa lợi tức đầu tư vào các loại dụng cụ cacbua cao cấp.
Cách kiểm tra, thay thế và quản lý dụng cụ phay cacbua vonfram trong công việc
Quản lý công cụ hiệu quả tại hiện trường đòi hỏi một cách tiếp cận có hệ thống để kiểm tra, lập kế hoạch thay thế và lưu giữ hồ sơ, vượt xa việc chỉ thay thế các công cụ khi chúng bị lỗi rõ ràng. Chương trình quản lý công cụ chủ động giúp giảm thời gian ngừng hoạt động ngoài dự kiến, cải thiện tính nhất quán của chất lượng bề mặt và giảm tổng chi phí công cụ cho mỗi dự án bằng cách phát hiện sớm các kiểu hao mòn và giải quyết các nguyên nhân gốc rễ trước khi chúng leo thang.
- Thiết lập khoảng thời gian kiểm tra định kỳ: Kiểm tra toàn bộ trống trong khoảng thời gian xác định — thường là 2–4 giờ hoạt động phay tùy theo điều kiện — thay vì chờ đợi các vấn đề có thể nhìn thấy xuất hiện. Việc quản lý độ mòn dụng cụ ở giai đoạn đầu dễ dàng và rẻ hơn nhiều so với lỗi dụng cụ nghiêm trọng làm hư hỏng đầu cặp và các bộ phận trống. Sử dụng đèn pin và gương để kiểm tra mặt dưới của trống khi nó đứng yên với máy đã được tắt và khóa an toàn.
- Thay thế các công cụ theo nhóm thay vì riêng lẻ: Khi nhiều dụng cụ trong một hàng hoặc một phần bị mòn đáng kể, hãy thay thế toàn bộ nhóm thay vì chỉ những dụng cụ riêng lẻ bị mòn nhiều nhất. Bộ công cụ mài mòn hỗn hợp tạo ra sự phân bổ tải không đồng đều trên trống, làm quá tải các công cụ mới hơn nằm cạnh những công cụ bị mòn nhiều và lần lượt làm tăng tốc độ mài mòn của chúng. Việc thay thế các công cụ trong các nhóm có hệ thống sẽ duy trì cấu hình hao mòn nhất quán trên trống.
- Kiểm tra đầu cặp mỗi khi thay đổi dụng cụ: Đo đường kính lỗ của đầu cặp bằng máy đo hoặc kiểm tra độ mòn hình bầu dục, vết nứt hoặc sự đổi màu do nhiệt bất cứ khi nào tháo dụng cụ ra. Lỗ của đầu cặp đã bị mòn quá khổ — thường cao hơn 0,5mm so với đường kính lỗ danh định — sẽ không giữ được cán dao mới một cách chính xác, ngăn ngừa sự quay của dao và khiến dụng cụ thay thế bị mòn sớm. Thay thế các giá đỡ bị mòn ngay lập tức thay vì sử dụng lại chúng.
- Ghi lại mức tiêu thụ dao theo vị trí trống: Việc theo dõi vị trí nào trên trống tiêu thụ dụng cụ nhanh nhất sẽ phát hiện các kiểu hao mòn có hệ thống cho biết các vấn đề vận hành cụ thể — phạm vi phun nước không đủ trên một số hàng nhất định, đầu cặp không thẳng hàng trong phần trống hoặc các điều kiện mặt đường đặc biệt nghiêm trọng ở các khu vực cụ thể của vết cắt. Dữ liệu này rất có giá trị trong việc chẩn đoán và khắc phục các vấn đề hao mòn do nguyên nhân gốc rễ thay vì chỉ đơn giản là thay thế các công cụ một cách phản ứng.
- Sử dụng đúng công cụ trích xuất và cài đặt công cụ: Việc sử dụng các dụng cụ lắp đặt và đục lỗ lệch ngẫu hứng hoặc không chính xác để tháo và gắp phay mặt tựa sẽ làm hỏng chuôi dụng cụ, lỗ đầu cặp và kẹp lò xo giữ, gây ra các vấn đề về lắp khít ảnh hưởng đến cả độ an toàn của việc giữ dụng cụ và hiệu suất quay. Luôn sử dụng công cụ tháo và lắp do nhà sản xuất chỉ định, đồng thời đào tạo tất cả nhân viên hiện trường về quy trình chính xác trước khi cho phép họ thực hiện bảo trì trống.
- Bảo quản dụng cụ dự phòng và giá đỡ đúng cách: Cacbua vonfram giòn và có thể sứt mẻ hoặc nứt nếu các dụng cụ được ném lỏng lẻo vào thùng chứa kim loại nơi chúng va chạm trong quá trình vận chuyển. Bảo quản các dụng cụ dự phòng trong các khay chia đôi hoặc giá đỡ kiểu ống để tránh tiếp xúc giữa các đầu cacbua riêng lẻ. Giữ nơi bảo quản khô ráo để tránh ăn mòn cán làm suy yếu khả năng quay và gây khó khăn cho việc tháo dụng cụ trong tương lai.
Công cụ phay cacbua OEM và hậu mãi: Cách đánh giá sự khác biệt về chi phí thực
Một trong những quyết định mua hàng thường xuyên nhất mà các nhà thầu phay đường phải đối mặt là liệu có nên sử dụng dụng cụ phay cacbua vonfram của nhà sản xuất thiết bị gốc (OEM) hay các lựa chọn thay thế hậu mãi từ các nhà cung cấp bên thứ ba. Sự khác biệt về giá giữa các lựa chọn phay đường bằng cacbua OEM và các sản phẩm thay thế có thể rất lớn — các công cụ thay thế thường rẻ hơn 30–60% trên mỗi đơn vị so với các sản phẩm tương đương của OEM — nhưng sự so sánh có liên quan không phải là đơn giá mà là chi phí trên mỗi mét vuông mặt đường được phay, phụ thuộc vào tuổi thọ của dụng cụ, tỷ lệ hỏng hóc và mọi chi phí tiếp theo do hư hỏng đầu cặp hoặc các vấn đề về chất lượng bề mặt.
Dụng cụ phay cacbua OEM cao cấp của các nhà sản xuất như Wirtgen, Kennametal, Element Six và Betek được thiết kế và thử nghiệm đặc biệt cho cấu hình trống và điều kiện vận hành của máy được cung cấp. Họ sử dụng các loại cacbua được chỉ định chính xác, hình học đầu được tối ưu hóa và xử lý nhiệt có kiểm soát đối với thân dụng cụ đã được xác nhận để mang lại các mục tiêu về tuổi thọ của dụng cụ đã xác định trong các điều kiện cụ thể. Dung sai hình học của cấp độ cacbua và đầu trong các công cụ OEM cao cấp được tuân theo các thông số kỹ thuật chặt chẽ hơn so với nhiều lựa chọn thay thế hậu mãi có chi phí thấp hơn và tính nhất quán này được phản ánh qua tuổi thọ công cụ dễ dự đoán hơn và tỷ lệ thất bại thấp hơn trong quá trình sử dụng.
Các nhà cung cấp dụng cụ phay cacbua hậu mãi có uy tín đầu tư vào kiểm soát chất lượng luyện kim, sử dụng các loại cacbua tương đương và sản xuất theo dung sai kích thước tương thích với hệ thống kẹp mục tiêu có thể mang lại giá trị đích thực. Rủi ro nằm ở các công cụ hậu mãi chất lượng thấp hơn sử dụng các loại cacbua kém hơn với cấu trúc hạt thô hơn và hàm lượng coban không nhất quán, việc hàn đồng đầu vào thân được kiểm soát kém dẫn đến mất đầu sớm hoặc dung sai kích thước dẫn đến không vừa khít với đầu cặp và hạn chế xoay dụng cụ. Việc đánh giá các công cụ hậu mãi yêu cầu chạy thử nghiệm thực địa có kiểm soát để so sánh tổng chi phí trên mỗi mét vuông — tính đến tỷ lệ tiêu thụ công cụ, độ mòn của đầu cặp và bất kỳ vấn đề chất lượng nào — thay vì chỉ so sánh giá mua cho mỗi công cụ. Một dụng cụ có chi phí thấp hơn 40% nhưng mòn nhanh gấp đôi sẽ không tiết kiệm chi phí và có thể gây thêm chi phí do độ mòn đầu cặp và thời gian ngừng hoạt động của trống tăng lên.
Kết hợp đặc điểm kỹ thuật của công cụ cacbua với các ứng dụng phay đường thông thường
Các ứng dụng phay đường khác nhau đặt ra những yêu cầu cơ bản khác nhau đối với các dụng cụ phay cacbit vonfram và việc sử dụng một dụng cụ đa năng trên tất cả các ứng dụng hiếm khi là phương pháp tiết kiệm chi phí nhất. Việc điều chỉnh thông số kỹ thuật của công cụ phù hợp với loại ứng dụng là một cách đơn giản để cải thiện tính kinh tế của công cụ mà không làm thay đổi khối lượng mua hoặc thương lượng mức giá tốt hơn.
- Loại bỏ bề mặt (độ sâu 0–40mm) trên đường đô thị: Đây là ứng dụng có khối lượng lớn nhất dành cho các nhà thầu phay đường và liên quan đến việc cắt nhựa đường tiêu chuẩn tương đối nông ở tốc độ máy vừa phải. Lựa chọn cacbua hình nón tiêu chuẩn bằng cacbua cấp trung bình là lựa chọn thích hợp. Ưu tiên là tuổi thọ dụng cụ ổn định và chất lượng bề mặt thay vì khả năng chống mài mòn cực cao và các cấp độ tiêu chuẩn thường mang lại kết quả chi phí trên mỗi mét vuông tốt nhất trong các điều kiện có thể dự đoán được này.
- Phay sâu và cải tạo toàn bộ chiều sâu (40–300mm): Nguyên công phay sâu khiến dụng cụ chịu tải trọng và nhiệt độ cao hơn đáng kể so với phay bề mặt, đồng thời các khối vật liệu được phay lớn hơn được tạo ra ở độ sâu tạo ra tải tác động lớn hơn lên từng dụng cụ riêng lẻ. Dao gắp cacbua cấp cao cấp có thân được gia cố và hàm lượng coban cao hơn để cải thiện độ bền va đập là lựa chọn tốt hơn ở đây, mặc dù chi phí đơn vị cao hơn, vì độ bền được cải thiện khi chịu tải trọng va đập mạnh sẽ ngăn ngừa hiện tượng gãy đầu mũi khiến cho dụng cụ tiêu chuẩn trở nên kém kinh tế trong các ứng dụng phay sâu.
- Phay đường cao tốc và sân bay với cốt liệu cứng: Mặt đường đường cao tốc có lưu lượng giao thông cao thường sử dụng cốt liệu thạch anh hoặc đá granit tạo ra sự mài mòn cực độ trên các đầu dụng cụ cacbua. Các lựa chọn cacbua đầu đạn đạo với các loại cacbua hạt mịn, có hàm lượng coban thấp được chế tạo đặc biệt để có khả năng chống mài mòn tối đa trong điều kiện mài mòn cao sẽ luôn hoạt động tốt hơn các lựa chọn tiêu chuẩn trong các ứng dụng này, mang lại nhiều mét vuông hơn đáng kể cho mỗi công cụ mặc dù chi phí đơn vị cao hơn.
- Phay và san mặt đường bê tông: Phay bê tông xi măng Portland là ứng dụng đòi hỏi khắt khe nhất đối với các công cụ phay đường cacbua. Độ cứng cực cao của cốt liệu bê tông, kết hợp với đặc tính gãy giòn của bê tông tạo ra các khối vật liệu lớn không đều và tải trọng tác động cao lên các dụng cụ, đòi hỏi các mũi phay bê tông chuyên dụng có đầu cacbua cực dày, thân thép gia cố và các loại cacbua được tối ưu hóa để có độ bền trên độ cứng thuần túy. Sử dụng cuốc phay nhựa đường trong bê tông là một cách kinh tế sai lầm - tỷ lệ thất bại và mức tiêu thụ dụng cụ sẽ vượt xa chênh lệch chi phí giữa dụng cụ cho mục đích chung và dụng cụ dành riêng cho bê tông.
Sản phẩm của chúng tôi //
những sản phẩm liên quan



Nếu bạn quan tâm đến sản phẩm của chúng tôi, vui lòng tham khảo ý kiến của chúng tôi
