
VN
Vật liệu cacbua vonfram cho máy khoan hầm: Chúng là gì và tại sao chúng quan trọng
Tin tức ngành-Vai trò của cacbua vonfram trong việc khoan đường hầm
Vật liệu chèn cacbua vonfram cho máy khoan đường hầm là bộ phận cắt chính chịu trách nhiệm bẻ gãy, cạo và phân tách các thành tạo đá và đất ở mặt đường hầm. Mỗi mét tiến của đường hầm trong điều kiện đất cứng hoặc hỗn hợp phụ thuộc vào khả năng của các hạt dao này trong việc duy trì hình dạng cắt của chúng, chống mài mòn và hấp thụ lực va đập và lực nén cực lớn được tạo ra khi đầu cắt quay tiếp xúc với đá ở độ sâu. Nếu không có vật liệu chèn cacbua được chỉ định và bảo trì đúng cách, tỷ lệ thâm nhập giảm mạnh, mức tiêu thụ dao cắt tăng và tính kinh tế của toàn bộ dự án đào hầm sẽ xấu đi nhanh chóng.
Bản thân các hạt dao là những bộ phận nhỏ gọn — thường có kích thước quan trọng từ vài mm đến vài cm — nhưng chúng được thiết kế để đạt được độ chính xác đặc biệt cao. Cấp độ cacbua vonfram, hàm lượng chất kết dính, kích thước hạt, hình học hạt dao và hệ thống hàn hàn hoặc lắp khít ép là tất cả các biến số mà nhà sản xuất hạt dao tối ưu hóa cho ứng dụng cắt cụ thể. Thông số kỹ thuật chèn cacbua hoạt động tốt trong đá vôi sẽ bị mòn sớm hoặc gãy trong đá granit hoặc thạch anh và ngược lại. Hiểu lý do tại sao lại như vậy - và cách đưa ra lựa chọn thông số kỹ thuật phù hợp - là kiến thức thực tế giúp phân biệt việc mua sắm công cụ TBM hiệu quả với việc thử và sai tốn kém tại hiện trường.
Cacbua vonfram là gì và tại sao nó được sử dụng trong dụng cụ cắt TBM
Cacbua vonfram (WC) là một hợp chất hóa học của vonfram và carbon, ở dạng thiêu kết nguyên chất, là một trong những vật liệu kỹ thuật cứng nhất hiện có - chỉ đứng sau kim cương và boron nitrit khối trong số các vật liệu dụng cụ cắt thực tế về mặt thương mại. Trong các sản phẩm cacbua xi măng được sử dụng cho vật liệu chèn TBM, các hạt cacbua vonfram được liên kết với nhau bằng chất kết dính kim loại - hầu như phổ biến là coban (Co), mặc dù chất kết dính niken và niken-crom được sử dụng ở các cấp độ chống ăn mòn cụ thể - thông qua quy trình luyện kim bột bao gồm ép và thiêu kết pha lỏng ở nhiệt độ trên 1300°C.
Kết quả là tạo ra một vật liệu tổng hợp trong đó các hạt WC cứng mang lại độ cứng và khả năng chống mài mòn cực cao trong khi ma trận chất kết dính coban mang lại độ bền và khả năng chống gãy khi va đập. Cái nhìn sâu sắc quan trọng là độ cứng và độ dẻo dai tồn tại dưới dạng căng trong cacbua xi măng - việc tăng cái này thường dẫn đến cái giá phải trả là cái kia. Các loại có hàm lượng coban thấp và kích thước hạt mịn cứng hơn và chịu mài mòn hơn nhưng giòn hơn; các loại có hàm lượng coban cao hơn và kích thước hạt thô hơn sẽ cứng hơn và chịu va đập tốt hơn nhưng mòn nhanh hơn trong điều kiện mài mòn. Chọn loại phù hợp cho vật liệu chèn cacbua TBM có nghĩa là tìm vị trí tối ưu về sự cân bằng giữa độ cứng và độ bền cho loại đá cụ thể, độ mài mòn hình thành và cơ chế cắt liên quan.
Đối với các ứng dụng TBM cụ thể, cacbua xi măng vượt trội hơn tất cả các lựa chọn thay thế thực tế. Đầu thép thiếu độ cứng để chống lại sự mài mòn của đá mài mòn ở tốc độ xuyên thấu chấp nhận được. Gốm sứ có độ cứng cạnh tranh nhưng độ bền nứt không đủ để chịu được tải trọng tác động ở mặt đường hầm. Dụng cụ có đầu kim cương được sử dụng trong các ứng dụng có giá trị cao cụ thể nhưng không thực tế đối với số lượng chi tiết cắt cần thiết trên một đầu cắt TBM đầy đủ. Sự kết hợp giữa độ cứng, độ bền, độ ổn định nhiệt và khả năng sản xuất của cacbua xi măng ở quy mô công nghiệp khiến nó trở thành giải pháp tiêu chuẩn cho vật liệu cắt TBM đá cứng và đất hỗn hợp trong ngành công nghiệp đào hầm toàn cầu.
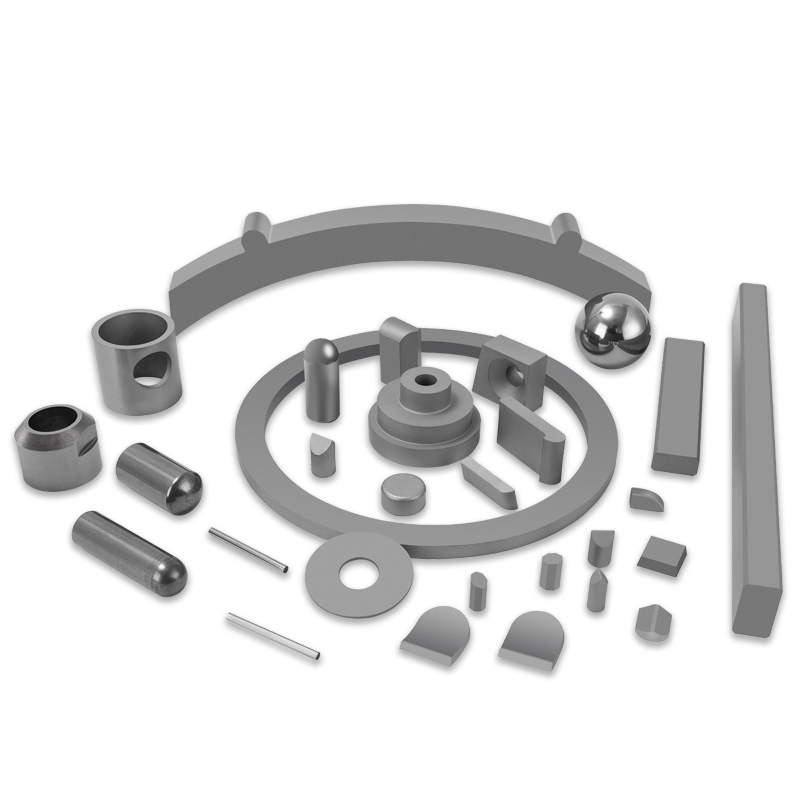
Các loại vật liệu chèn cacbua TBM và chức năng của chúng
Không phải tất cả các hạt dao cacbua vonfram trên đầu máy cắt TBM đều thực hiện chức năng giống nhau. Đầu cắt là một tổ hợp phức tạp gồm nhiều loại dụng cụ khác nhau, mỗi loại được định vị để thực hiện một nhiệm vụ cụ thể trong quá trình phá đá và loại bỏ vật liệu. Hiểu được sự khác biệt giữa các loại hạt dao này là điều cơ bản để xác định cấp độ cacbua và hình học phù hợp cho từng vị trí.
Phụ kiện cắt đĩa
Máy cắt đĩa là công cụ cắt chính trên TBM đá cứng. Máy cắt đĩa bao gồm một vòng thép - đĩa - được gắn trên cụm trung tâm cho phép nó xoay tự do khi đầu cắt quay. Mép đĩa tiếp xúc với mặt đá và tạo ra các vết nứt kéo thông qua cơ chế thụt lăn thay vì cắt trực tiếp. Các miếng chèn cacbua vonfram trong các ứng dụng máy cắt đĩa thường được nhúng vào cạnh vòng đĩa hoặc được sử dụng làm vật liệu cạnh tiếp xúc trong các thiết kế đĩa composite. Những phần chèn này phải chịu được ứng suất nén cao tại điểm tiếp xúc với đá, tải trọng mỏi từ các chu kỳ va chạm lặp đi lặp lại và sự mài mòn từ các khoáng chất cứng - đặc biệt là thạch anh - trong nền đá. Các loại có hàm lượng coban trung bình (8–12% Co) và kích thước hạt mịn đến trung bình thường được chỉ định để chèn máy cắt đĩa trong các ứng dụng đá cứng.
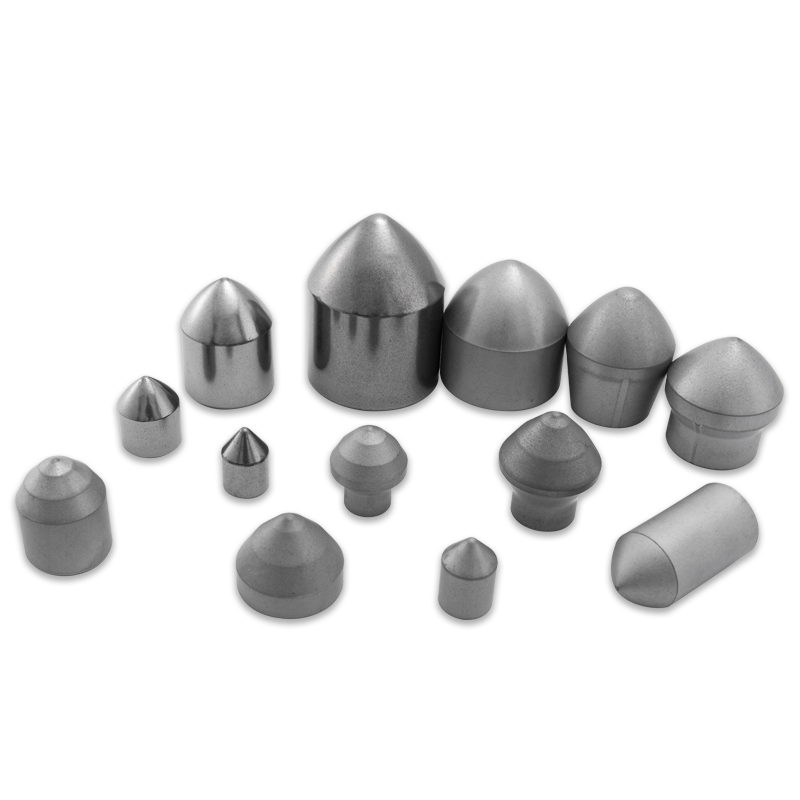
Nút và đinh tán cho công cụ kéo
Trong điều kiện mặt đất mềm đến cứng vừa và bề mặt hỗn hợp, máy TBM sử dụng các công cụ kéo - cuốc, máy nạo và dao cắt - được trang bị nút cacbua vonfram hoặc các miếng đệm đinh tán để tạo thành hành động cạo hoặc cắt. Các hạt chèn nút có hình dạng cacbua hình bán cầu hoặc hình đạn đạo được lắp ép vào thân dụng cụ bằng thép; các miếng đệm đinh tán là các cán hình trụ có đầu cứng, cũng được ép hoặc hàn vào các chỗ ngồi đã chuẩn bị sẵn. Những hạt dao này chịu tải trọng nén thấp hơn hạt dao cắt đĩa nhưng phải chịu lực cắt ngang cao hơn và tác động thay đổi nhiều hơn từ các tiếp xúc hỗn hợp đất đá. Các loại có hàm lượng coban cao hơn (12–16% Co) và kích thước hạt thô hơn mang lại độ dẻo dai cần thiết để chống gãy xương trong các điều kiện tải này, nhưng phải trả giá bằng khả năng chống mài mòn nhất định so với các loại có hàm lượng coban thấp cứng hơn.
Máy đo và dao cắt Gage
Máy cắt khổ được đặt ở chu vi bên ngoài của đầu máy cắt TBM và cắt đường hầm theo đường kính yêu cầu. Chúng trải nghiệm sự kết hợp giữa tốc độ cắt cao nhất — vì chúng di chuyển khoảng cách chu vi lớn nhất trên mỗi vòng quay — và tải trọng tác động đáng kể từ những bất thường về mặt cắt và điều kiện mặt đất hỗn hợp tại ranh giới đường hầm. Hạt dao cắt chuẩn phải chịu một số điều kiện mài mòn nghiêm trọng nhất trên đầu cắt, đó là lý do tại sao chúng thường được chỉ định ở các cấp cứng hơn hoặc có kích thước hạt dao lớn hơn cung cấp nhiều cacbit hơn để chống mài mòn trước khi hạt dao cần thay thế.
Bucketwheel và Spoke Tip Chèn
Trên máy EPB (Cân bằng áp suất đất) và máy TBM bùn hoạt động trong điều kiện mặt đất mềm hoặc bề mặt hỗn hợp, các nan hoa của đầu cắt và lỗ của bánh xô được lắp các bộ phận mài mòn bằng cacbua để bảo vệ kết cấu thép khỏi bị mài mòn khi vật liệu rời được xúc vào máy. Những miếng đệm bảo vệ chống mài mòn này thường được chỉ định ở cấp độ bền cao chống lại tác động từ các mảnh đá và các tạp chất cứng trong dòng bùn, ưu tiên tính toàn vẹn của cấu trúc hơn độ sắc nét của lưỡi cắt.
Lựa chọn cấp cacbua theo loại đá và độ mài mòn
Các điều kiện địa chất ở mặt đường hầm là động lực chính cho việc lựa chọn cấp độ chèn cacbua. Độ mài mòn của đá - được định lượng thông qua các thử nghiệm tiêu chuẩn hóa như Chỉ số mài mòn Cerchar (CAI) và thử nghiệm máy đo độ mài mòn LCPC - dự đoán trực tiếp tốc độ mài mòn của các hạt cacbua và khả năng gãy xương thảm khốc khi chịu tải trọng va đập. Việc kết hợp cấp độ hạt chèn với độ mài mòn của đá là quyết định quan trọng nhất trong thông số kỹ thuật hạt chèn cacbua TBM.
| Loại đá | Phạm vi CAI điển hình | Nội dung Co được đề xuất | Kích thước hạt | Cơ chế mài mòn chính |
| Đá vôi / Đá cẩm thạch | 0,1–0,5 | 10–14% | Trung bình | Độ mài mòn thấp; tác động từ các mặt phẳng gãy |
| Đá sa thạch | 0,5–2,5 | 8–12% | Tốt đến trung bình | Độ mài mòn vừa phải từ hạt thạch anh |
| đá granit | 2,0–4,5 | 6–10% | Tốt thôi | Độ mài mòn cao; nứt mỏi |
| thạch anh | 3,5–6,0 | 6–9% | Siêu mịn đến mịn | mài mòn nghiêm trọng; sứt mẻ vi mô |
| Bazan / Dolerit | 1,5–3,5 | 8–12% | Tốt đến trung bình | Sự mài mòn và tác động từ các tạp chất cứng |
| Mặt hỗn hợp / Glacial cho đến khi | Biến | 12–16% | Trung bình to coarse | Gãy do va chạm từ đá cuội; mài mòn thay đổi |
Ngưỡng CAI xấp xỉ 2,0 là điểm quyết định thực tế trong việc lựa chọn loại cacbua. Dưới giá trị này, các loại có hàm lượng coban cao hơn với kích thước hạt trung bình mang lại sự cân bằng tốt về độ bền và khả năng chống mài mòn. Trên CAI 2.0, tốc độ mài mòn của các loại coban cao hơn trở nên không kinh tế và thông số kỹ thuật sẽ chuyển sang hàm lượng coban thấp hơn, các loại hạt mịn hơn để duy trì độ cứng với cái giá phải trả là độ dẻo dai. Trong các thành tạo trên CAI 4.0 - thạch anh cực mạnh và một số tập đoàn mài mòn - ngay cả các loại coban thấp hạt mịn cao cấp cũng mòn nhanh chóng và tần suất thay thế chèn trở thành một yếu tố lập kế hoạch dự án thay vì chi phí có thể tránh được.
Hình học hạt dao và ảnh hưởng của nó đến hiệu suất cắt
Hình dạng của vật liệu chèn TBM cacbua vonfram — hình dạng biên dạng, góc đầu và tỷ lệ kích thước — xác định cách nó ăn khớp với mặt đá, cách nó phân bổ ứng suất trong thân cacbua và hiệu suất của nó tăng lên như thế nào khi vật liệu chèn mòn. Tối ưu hóa hình học cũng quan trọng như việc lựa chọn cấp độ trong việc tối đa hóa tuổi thọ hạt dao và hiệu quả cắt.
Chèn nút bán cầu
Biên dạng hình bán cầu là dạng hình học phổ biến nhất để chèn nút công cụ kéo trên nền đất mềm đến cứng vừa. Đầu tròn phân bổ ứng suất tiếp xúc đồng đều trên một diện tích bề mặt lớn, giảm nồng độ ứng suất cực đại có thể gây ra vết nứt ở mặt cắt sắc nét hơn. Khi bán cầu mòn, hình dạng của nó phát triển dần dần - bán cầu bị mòn một phần vẫn là một biên dạng cắt chức năng, có nghĩa là hạt dao tiếp tục thực hiện một phần đáng kể thể tích của nó trước khi cần thay thế. Hạn chế chính của mặt cắt hình bán cầu trong đá cứng là nó đòi hỏi lực xuyên thấu cao hơn để đạt được cùng độ sâu vết lõm so với mặt cắt sắc nét hơn, điều này làm giảm hiệu quả cắt ở các thành tạo mà lực xuyên thấu là yếu tố hạn chế.
Hồ sơ đạn đạo và hình nón
Các hạt đạn đạo có hình dạng đầu nhọn - được làm tròn ở một điểm nhưng chuyển sang thân hình trụ hơn ở góc dốc hơn hình bán cầu. Hình học này tập trung ứng suất tiếp xúc hiệu quả hơn hình bán cầu, cải thiện khả năng xuyên qua đá cứng hơn với cùng một lực tác dụng, nhưng nó dễ bị gãy hơn nếu bị tác động ngang hoặc được sử dụng trong các thành tạo có vùi cứng. Các hạt dao hình nón có góc đầu xác định giúp tăng thêm lợi thế về hiệu quả xuyên thấu nhưng lại là loại vật liệu dễ bị gãy nhất trong các loại biên dạng tiêu chuẩn. Các mảnh chèn cacbua TBM hình nón và đạn đạo thường được chỉ định cho các hệ thống trong đó hiệu quả cắt là ưu tiên hàng đầu và tải trọng tác động có thể dự đoán và quản lý được.
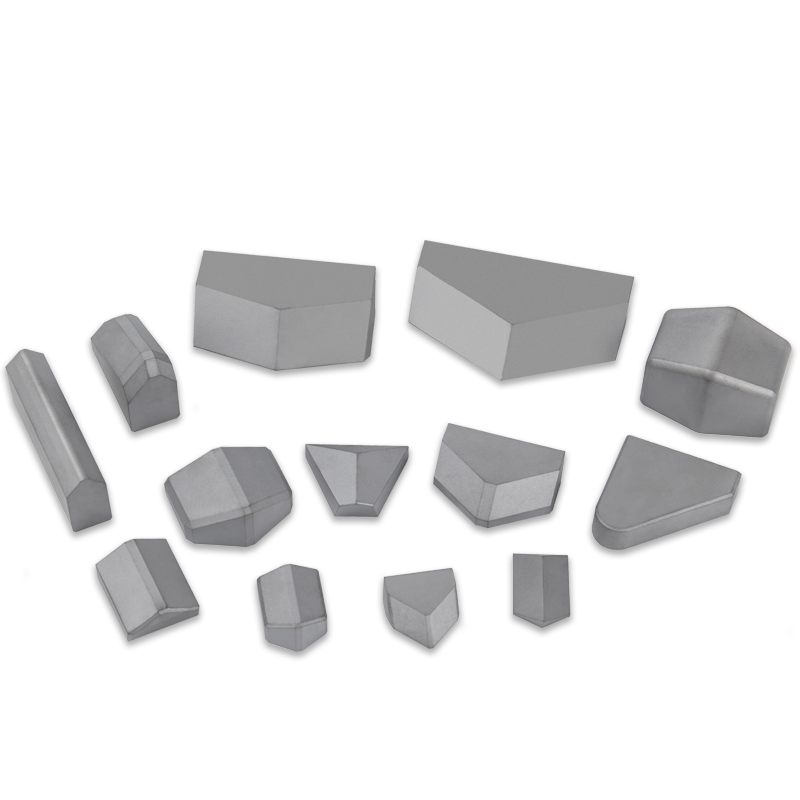
Hồ sơ đục và nêm
Các hạt dao dạng đục thể hiện lưỡi cắt tuyến tính thay vì tiếp xúc một điểm với mặt đá. Hình dạng này có hiệu quả để cắt và cạo các dạng mềm đến trung bình và thường được sử dụng ở các vị trí cắt định hình và cắt định hình nơi cần có hình dạng cắt xác định. Cạnh đục bị mòn nhanh chóng thành phẳng trong điều kiện mài mòn, chuyển cơ chế cắt từ cắt sang cày — một thay đổi hiệu suất đáng kể giúp tăng lực cắt cần thiết và tạo ra nhiều nhiệt hơn ở mặt hạt dao. Do đó, việc giám sát độ mòn của hạt dao đục và thay thế tại hoặc trước ngưỡng mòn phẳng cần nhiều thời gian hơn so với hình học hạt dao dạng nút.

Cơ chế đeo và cách nhận biết chúng
Việc xác định cơ chế mài mòn cụ thể ảnh hưởng đến hạt dao TBM cacbit tại hiện trường là điểm khởi đầu để chẩn đoán xem thông số kỹ thuật hạt dao hiện tại có phù hợp với điều kiện mặt đất hay không và liệu các biện pháp can thiệp - thay đổi cấp độ, thay đổi hình học, điều chỉnh thông số vận hành - có khả năng cải thiện hiệu suất hay không. Các chế độ hao mòn chính có hình dáng khác biệt và có nguyên nhân gốc rễ khác nhau.
- Mài mòn (mòn phẳng): Loại bỏ dần dần vật liệu cacbua khỏi bề mặt mũi chèn bằng các hạt khoáng cứng trong đá, tạo ra bề mặt phẳng mịn hoặc mài mòn nhiều mặt. Đây là chế độ mài mòn dự kiến trong các dạng mài mòn và chỉ ra rằng hạt dao đang tiêu thụ khối lượng cacbua ở tốc độ được xác định bởi độ mài mòn của đá và độ cứng của cấp cacbua. Nếu tốc độ mòn phẳng cao hơn dự kiến, hãy cân nhắc chuyển sang loại coban thấp hơn, hạt mịn hơn - nhưng đảm bảo độ dẻo dai vẫn đủ cho các điều kiện va đập hiện tại.
- Sứt mẻ và gãy xương vi mô: Vết nứt quy mô nhỏ ở đầu cacbua, có thể nhìn thấy dưới dạng các vết nứt cạnh không đều hoặc kết cấu bề mặt bị rỗ. Sự sứt mẻ thường chỉ ra rằng lớp hiện tại quá cứng và giòn đối với các điều kiện va đập hiện tại - cacbua bị gãy trước khi chất kết dính có thể biến dạng và hấp thụ năng lượng va chạm. Chế độ mài mòn này phổ biến khi cấp độ coban thấp được chỉ định cho các điều kiện mài mòn gặp phải các vết nứt hoặc vết nứt cứng không mong muốn. Giải pháp thường là tăng hàm lượng coban hoặc kích thước hạt để cải thiện độ dẻo dai.
- Gãy xương tổng thể: Sự gãy nghiêm trọng của thân hạt dao, làm mất một phần đáng kể hoặc toàn bộ hạt dao phía trên cán lắp. Chế độ hư hỏng này biểu thị tình trạng quá tải nghiêm trọng - thường là do va chạm với các tảng đá cứng bất ngờ, sự thay đổi đột ngột về cường độ hình thành hoặc việc lắp hạt chèn không chính xác tạo ra sự tập trung ứng suất ở đế chèn. Gãy tổng thể sẽ phá hủy hạt dao ngay lập tức và có thể làm hỏng thân dụng cụ, khiến đây là dạng hư hỏng có chi phí cao cần tránh.
- Vết nứt nhiệt: Một mạng lưới các vết nứt bề mặt tỏa ra từ đầu hạt dao, đôi khi được gọi là "kiểm tra nhiệt". Điều này xảy ra khi nhiệt ma sát ở mặt cắt gây ra chu kỳ nhiệt nhanh vượt quá khả năng chống mỏi nhiệt của cacbua. Vết nứt do nhiệt phổ biến hơn trong điều kiện cắt khô - cho thấy lượng nước làm mát cung cấp không đủ cho bề mặt dụng cụ - hoặc khi tốc độ xuyên thấu rất cao, tạo ra nhiệt ma sát kéo dài. Cải thiện việc cung cấp nước làm mát và xem xét các thông số cắt là những phản ứng chính đối với hiện tượng nứt nhiệt.
- Lọc chất kết dính coban: Trong nước ngầm có tính axit hoặc chất lỏng lỗ rỗng có tính ăn mòn hóa học, chất kết dính coban trong nền cacbua có thể bị hòa tan một cách có chọn lọc, để lại bộ xương cacbua yếu và rất dễ bị gãy. Kiểu hư hỏng này có thể được xác định bằng kết cấu bề mặt xốp, màu xám trên phần chèn và được xác nhận bằng phân tích hóa học của nước ngầm. Các loại cacbua liên kết niken hoặc niken-crom có khả năng chống ăn mòn tốt hơn đáng kể trong điều kiện axit và cần được chỉ định khi việc lọc chất kết dính là một rủi ro đã biết hoặc nghi ngờ.
Thực hành lắp đặt, kiểm tra và thay thế
Hiệu suất của vật liệu chèn cacbua vonfram khi sử dụng bị ảnh hưởng đáng kể bởi chất lượng lắp đặt, tần suất và mức độ nghiêm ngặt của việc kiểm tra trong quá trình đào hầm cũng như các tiêu chí được sử dụng để kích hoạt thay thế. Thực hành kém ở bất kỳ lĩnh vực nào trong số này đều làm giảm tuổi thọ sử dụng hạt dao và tăng chi phí gia công trên mỗi mét, bất kể loại cacbua được chỉ định tốt đến đâu.
Yêu cầu cài đặt
Các nút chèn vừa khít với báo chí phải được lắp đặt với độ khít chính xác giữa cán chèn và đế đã chuẩn bị sẵn trong thân dụng cụ. Quá ít lực cản cho phép hạt dao quay hoặc lỏng ra dưới lực cắt, làm tăng tốc độ mài mòn và cuối cùng dẫn đến tổn hao hạt dao; quá nhiều nhiễu sẽ tạo ra ứng suất kéo vòng trong thân cacbua khi lắp đặt, điều này có thể gây ra các vết nứt lan truyền đến vết nứt trong quá trình sử dụng. Các nhà sản xuất chỉ định độ vừa khít cần thiết cho từng tổ hợp đường kính hạt dao và vật liệu thân - các thông số kỹ thuật này phải được tuân thủ chính xác, với kích thước mặt tựa được xác minh bằng phép đo máy đo trước khi lắp đặt. Các mảnh hàn hàn yêu cầu lựa chọn hợp kim hàn chính xác, ứng dụng từ thông và kiểm soát độ dày mối nối hàn để đạt được độ bền liên kết cần thiết để chống lại lực cắt mà không làm nứt cacbua liền kề với giao diện hàn.
Giao thức kiểm tra trong dịch vụ
Khoảng thời gian kiểm tra đầu cắt TBM thay đổi tùy theo điều kiện mặt đất và yêu cầu của dự án nhưng thường xảy ra sau mỗi 300–600 mét tiến lên trên nền đất có độ cứng trung bình và thường xuyên hơn ở các địa hình có độ mài mòn cao. Trong mỗi lần kiểm tra, mọi vị trí hạt dao phải được kiểm tra trực quan về các chế độ mòn được mô tả ở trên và độ sâu mòn hạt dao phải được đo tại các vị trí đại diện bằng thước đo độ sâu. Chèn bản đồ độ mòn - ghi lại độ mòn tại từng vị trí trên đầu cắt trong các khoảng thời gian kiểm tra liên tiếp - cho phép xác định các vị trí có tốc độ mài mòn cao bất thường có thể cho thấy sự thay đổi hình dạng cục bộ, vấn đề phân phối nước làm mát hoặc mất cân bằng xoay đầu cắt cần được điều tra.
Tiêu chí thay thế
Các hạt dao phải được thay thế trước khi chúng mòn đến mức thân dụng cụ bằng thép bắt đầu tiếp xúc với mặt đá - tại thời điểm đó, thân dụng cụ bị mòn nhanh chóng và chi phí thay thế thân dụng cụ vượt xa mức tiết kiệm được từ việc tối đa hóa thời gian chạy hạt dao. Tiêu chí thay thế điển hình cho hạt dao dạng nút chỉ định đường kính mòn phẳng tối đa bằng 60–70% đường kính hạt dao ban đầu, vượt quá mức đó thì tốc độ mòn sẽ tăng phi tuyến tính và nguy cơ gãy tổng thể tăng đáng kể. Đối với máy cắt đĩa, độ mòn của vòng được theo dõi bằng cách đo mức giảm đường kính vòng so với thông số kỹ thuật ban đầu, với việc thay thế thường được kích hoạt ở giới hạn độ mòn là giảm đường kính 5–10mm tùy thuộc vào thiết kế vòng.
Các yếu tố chính khi tìm nguồn cung ứng mảnh cacbua TBM
Việc mua vật liệu cacbua vonfram cho máy khoan đường hầm liên quan đến các cân nhắc về kỹ thuật, thương mại và hậu cần dành riêng cho môi trường xây dựng dưới lòng đất. Hậu quả của việc chỉ định sai sản phẩm hoặc hết hàng giữa chừng đủ nghiêm trọng để khiến quyết định tìm nguồn cung ứng có hậu quả nghiêm trọng hơn so với hầu hết các giao dịch mua hàng tiêu dùng công nghiệp.
- Yêu cầu chứng nhận vật liệu và bảng dữ liệu lớp. Bất kỳ nhà cung cấp hạt dao cacbua uy tín nào cũng phải cung cấp chứng chỉ kiểm tra vật liệu xác nhận độ cứng (HRA hoặc HV30), độ bền đứt ngang, mật độ và hàm lượng coban cho từng lô sản xuất. Xác minh rằng loại được cung cấp phù hợp với thông số kỹ thuật và tính nhất quán giữa các lô được duy trì - sự khác biệt về cấp giữa các lô là một vấn đề về chất lượng đã được biết đến với một số nhà sản xuất hoạt động ở cuối thị trường.
- Xác nhận dung sai kích thước so với thông số kỹ thuật của thân công cụ của bạn. Dung sai đường kính thân hạt dao cho các ứng dụng lắp ép thường được chỉ định trong phạm vi ±0,01–0,02mm. Yêu cầu báo cáo kiểm tra kích thước xác nhận rằng các hạt dao được cung cấp đáp ứng dải dung sai được chỉ định — không thể phát hiện các hạt dao vượt quá dung sai bằng mắt thường và sẽ gây ra sự cố lắp đặt hoặc lỗi sớm trong quá trình sử dụng.
- Duy trì đủ lượng dự trữ an toàn trong suốt thời gian thực hiện dự án. Bộ truyền động TBM trên nền đất mài mòn tiêu thụ hạt dao nhanh chóng - tốc độ tiêu thụ vài trăm hạt dao mỗi tuần không phải là điều bất thường trong các bộ truyền động bằng đá granite hoặc thạch anh có độ mài mòn cao. Thiết lập dự báo mức tiêu thụ dựa trên độ mài mòn dự kiến trong quá trình hình thành, tỷ lệ thâm nhập theo kế hoạch, thiết kế đầu cắt và trữ lượng an toàn cỡ lớn để đáp ứng mức tiêu thụ dự báo ít nhất từ 4 đến 6 tuần tại địa điểm dự án. Sự gián đoạn của chuỗi cung ứng trong quá trình vận hành TBM đang hoạt động có tác động trực tiếp và ngay lập tức đến tiến độ dự án.
- Hãy xem xét tổng chi phí sở hữu thay vì đơn giá. Mảnh dao cacbua có giá cao hơn 20% nhưng kéo dài hơn 50% trong một hình dạng nhất định giúp giảm chi phí dụng cụ trên mỗi mét nâng cao khoảng 25%, đồng thời giảm chi phí nhân công cho việc can thiệp kiểm tra và thay thế. Việc đánh giá các nhà cung cấp phụ kiện dựa trên dữ liệu hiệu suất chi phí trên mỗi mét từ các dự án tương đương thay vì chỉ đơn giá luôn mang lại kết quả dự án tốt hơn và là phương pháp được các nhà thầu TBM có kinh nghiệm trên toàn cầu sử dụng.
- Thu hút sự hỗ trợ kỹ thuật của nhà cung cấp đối với các hình thức mới hoặc đầy thách thức. Khi địa chất của dự án bao gồm các thành tạo nằm ngoài các loại đá cứng hoặc đất mềm tiêu chuẩn — đá bị nứt nẻ cao, nước ngầm có tính ăn mòn hóa học cao, độ mài mòn cực cao hoặc bề mặt hỗn hợp với các tảng đá lớn — hãy làm việc với nhóm kỹ thuật của nhà cung cấp hạt dao để phát triển và xác nhận thông số kỹ thuật hạt dao trước khi bắt đầu truyền động. Chi phí của việc đánh giá kỹ thuật trước dự án là không đáng kể so với chi phí phát hiện thông số kỹ thuật không đầy đủ thông qua lỗi chèn sớm trong quá trình truyền động trực tiếp.
Sản phẩm của chúng tôi //
những sản phẩm liên quan



Nếu bạn quan tâm đến sản phẩm của chúng tôi, vui lòng tham khảo ý kiến của chúng tôi
